
Nos moulins, témoins du passé, méritent bien notre respect. Ce patrimoine, parfois tombé dans l’oubli et en ruine, ne doit pas nous faire oublier qu’ils étaient entourés de pauvreté, et que celle-ci a sévi pendant des siècles.
Pour le visiteur, parfois pressé, une roue hydraulique, des meules, des structures archaïques sont des découvertes certes, mais ce concret n’est que l’enveloppe d’un métier ignoré dans les détails, qui contribuait à la vie de nos prédécesseurs.
Obtenir de la farine était nécessaire, mais quelle farine ? Et comment avoir un produit utilisable, même si, à des périodes assez reculées, les goûts étaient moins recherchés !
Pour transformer les céréales, seigle, blé noir, millet, paumelle (orge de printemps), et récemment maïs, une seule solution : des mécanismes précis et des meules de qualité, tant dans leur composition que dans leur aptitude à écraser les différentes céréales. Le mordant de ces meules était à surveiller et à entretenir en permanence.
Les faces actives des meules demandent une attention particulière et une remise en état permanente. Des meules usées par la mouture fournissent de la farine médiocre, l’enveloppe (tégument) n’est pas éclatée mais broyée et se mélange à la farine plus intimement, impossible à séparer, le temps de mouture augmente, les réglages aléatoires aussi. On donne du mordant à un outil, il faut faire de même aux meules : c’est le piquage. Pour cela, il faut retourner la meule tournante (ou volante).
Le poids des meules a varié, au long des siècles, de quelques kilos à plus de 1000 kg. Comment renverser une meule de 1000 kg, sans potence ni palan ? Tout simplement « à la main », savoir ancestral qui a forcément évolué au cours des siècles.
Au Moulin du Ressec (Monde des Moulins n°4-Avril 2003 et n° 26-Octobre 2008), les tournantes ont toujours été retournées à la main, opération de tradition comme dans tous ces moulins des vallées. Les schémas aideront à mieux comprendre une des méthodes utilisées (ces schémas que je donne aux visiteurs sont un support apprécié).
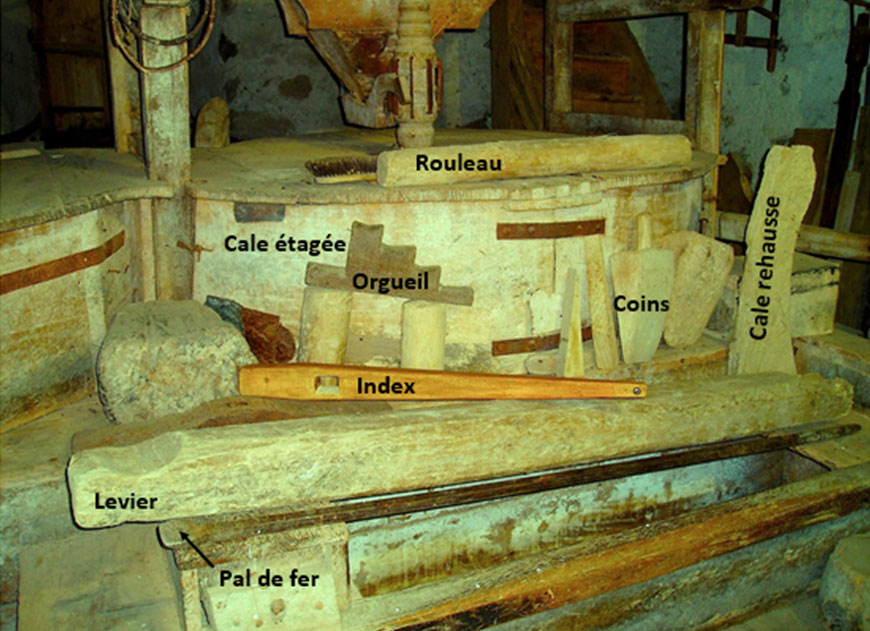
Outils utilisés pour le retournement des meules. Photo F. Dupont

Autres outils pour le retournement des meules. Photo F. Dupont
Opérations préalables
Dégager la trémie qui est posée sur les trémillons, déposer le frayon et les archures (ou coffre), nettoyer le pourtour de la gisante de la farine permanente entre coffre et meules, opérations réalisées en quelques minutes.
Positionner la tournante pour que l’anille soit transversale, dans ce cas un repère sur la périphérie de la meule peut être vers l’AV (Avant) ou vers l’AR (Arrière), le remettre vers l’AV ; les repères du tenon et de l’anille y seront aussi. Tous ces repères éviteront une erreur d’un demi-tour au remontage ; quant au repère de la meule, on trouve généralement une croix avec parfois la date de fabrication.
Manœuvres
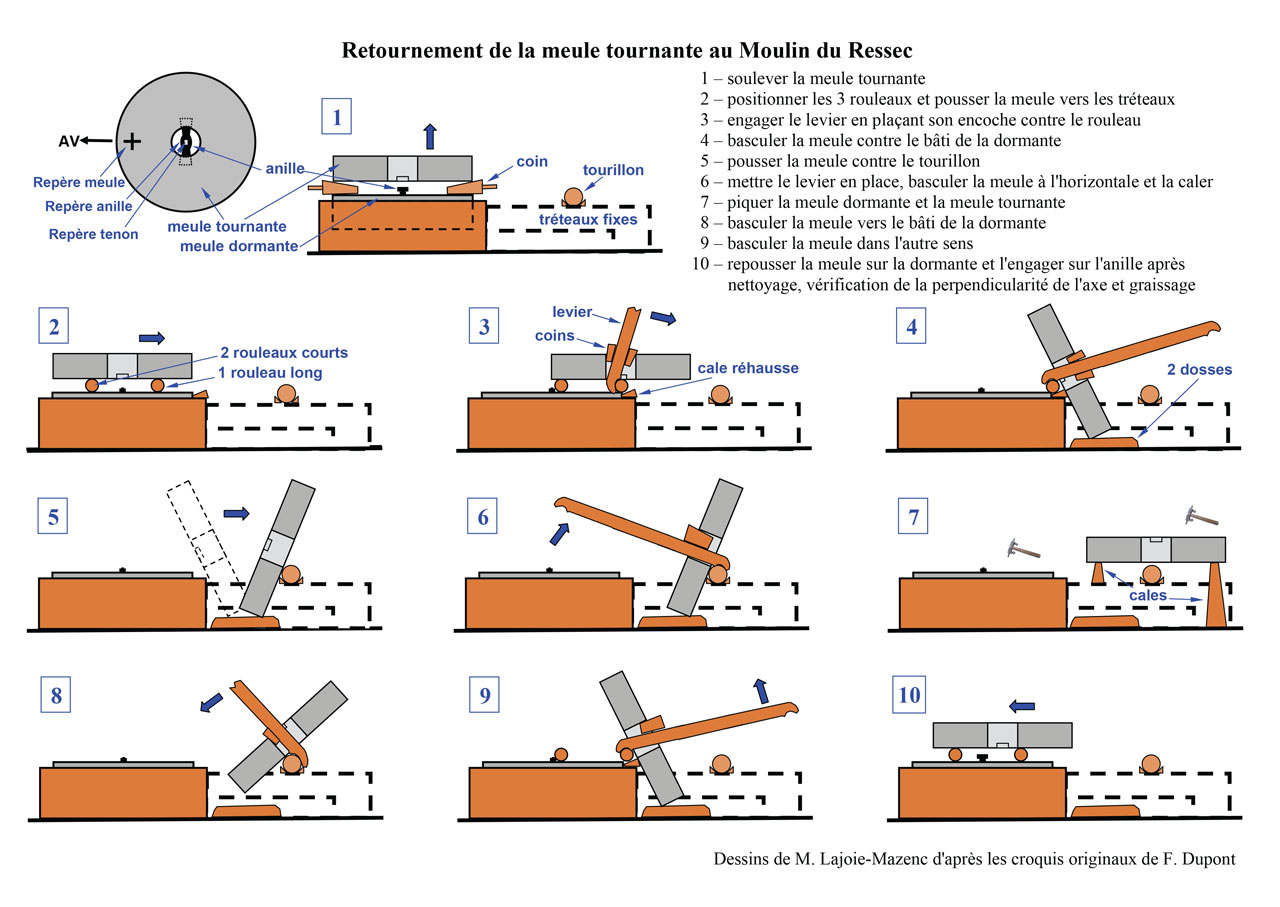
Retournement de la meule tournante au Moulin du Ressec. Dessins de M. Lajoie-Mazenc d’après les croquis originaux de F. Dupont
1. Soulever la meule (meule tournante) avec le pal de fer long et lourd (levier de10 kg) qui prend appui sur la cale étagée (ou orgueil), glisser un petit coin en bois dur, alternativement à l’AV et à l’AR, monter ainsi d’une douzaine de centimètres, caler avec 2 ou 3 gros coins en bois tendre. Schéma N°1 de la planche
2. Glisser 2 rouleaux courts dans le sens de l’anille, légèrement en avant de celle-ci, glisser le rouleau long, approximativement à la moitié du rayon AR. Schéma N°2
3. Poser la meule sur les rouleaux après dépose des coins. Pousser la meule vers l’AR, elle passe au-dessus de l’anille. Les rouleaux en bois ne sont pas très ronds, pour que la meule n’échappe pas au contrôle de la poussée et ne quitte pas la dormante en basculant à l’extérieur AR, malgré la cale-réhausse
de rattrapage de hauteur de la gisante.
Schéma N°2. Une barre de sécurité était posée sur les deux poutres.
4. Si le rouleau long a été bien positionné, la meule doit se trouver en position de basculement avec le rouleau sur la cale AR, le milieu de l’œillard n’a pas atteint le rouleau. L’œillard dégagé vers l’avant recevra ainsi le levier en bois (de préférence en frêne / longueur :
2 m / poids : 15 kg environ).
5. Engager le levier, l’encoche d’extrémité contre le rouleau, ajuster l’enfoncement d’un coin entre l’œillard et levier. Schéma N°3
Remarque importante : le coin donne la position angulaire du levier, vers la verticale, difficultés pour les efforts ; dans le cas contraire : impossible de poser la meule, le levier peut venir buter sur le tourillon.
6. Basculer la meule (Schéma N°4), la tranche de la tournante va reposer sur deux cales posées sur le plancher (ces cales sont des «dosses» épaisses venant de la scierie), elles sont libres et ont été ajustées à la bonne distance, au coup d’œil ! Retirer le levier.
Remarque : au Moulin du Ressec, les deux poutres AR sont intégrées aux poutres supportant les meules, elles reçoivent un tourillon amovible et tournant, en chêne (14cm x 14cm), utilisable pour les trois meules (tournantes) de ce moulin.
7. Pousser la meule contre le tourillon. Schéma N°5
8. Rentrer le levier (Schéma N°6), l’encoche en appui sur le tourillon, il est sensiblement au même niveau que le rouleau long, mettre le coin, basculer la meule, la caler pour l’immobiliser : les faces à piquer sont dégagées et libres pour le piquage.
Pour ces opérations, nous étions deux à la manœuvre pour les efforts de basculement bien contrôlés, estimés entre 150 à 220 kg au levier selon la meule. Nous étions : l’un sur une robuste petite échelle appuyée sur le tourillon, l’autre devait trouver ses appuis sur l’échelle et les poutres, ou bien sur la gisante, suivant les manœuvres [cf 4] à effectuer AV ou AR.
Pour la troisième meule, d’un poids de 1000 kg, on unissait nos efforts, par sécurité et nécessité, avec une troisième personne (parfois un client).
Si le rouleau long avait été bien positionné, les cales-plancher bien en place, les manœuvres se faisaient avec un moindre effort et sans danger. À seize ans, je pouvais être le deuxième au levier.
Ces opérations étaient simples et rapides, mais on devait savoir à tout moment ce qui allait se passer ; et les intentions du dirigeant. Mon grand-père et mon père étaient laconiques, seulement quelques mots de mise en garde (surtout ne pas faire tomber la meule !). À moi de regarder et de bien réfléchir. La synchronisation pour les basculements était de mise, on n’avait pas droit à l’erreur, on devait accomplir la manœuvre complète pour que la meule trouve son point d’appui.
9. Fin du piquage (Schéma N°7). Graisser l’arbre en fer, réajuster les quatre taquets-coussinets qui guident l’arbre dans la gisante.
Monter sur le tenon de l’arbre, un petit levier en bois (index) de 70 cm avec une mortaise près d’un embout et un grain métallique à l’autre bout, le caler sur le tenon avec deux petits coins qui serviront à ajuster la hauteur du grain métallique, faire tourner l’arbre lentement, le grain métallique est près de la périphérie ; s’il ne touche que d’un côté, il faut régler la poutre support de la crapaudine vers ce côté, car l’arbre de la meule est en appui sur le coussinet de la gisante.
Lorsque le bruit est continu avec un léger frottement, la perpendicularité de l’arbre avec la gisante est parfaite.
Le niveau de la gisante n’intervient pas dans ce réglage, surtout pas de fil à plomb ou d’indicateur de niveau, la gisante peut ne pas être de niveau précis. Pas d’incidence sur le fonctionnement.
Remettre l’anille en place aux repères, la positionner comme au démontage, repères vers l’avant.
10. Refaire en sens inverse les manœuvres de dépose. Schéma N°8
11. Repositionner les rouleaux, continuer le retour de la meule. Schéma N°9
12. Pousser la meule vers l’avant (Schéma N°10), la reposer sur l’anille avec précaution, s’assurer qu’elle est bien « assise » sur l’anille, régler le parallélisme, si nécessaire glisser des cales très fines entre l’empreinte de l’anille dans la meule et l’anille, (l’empreinte de l’anille dans la meule sera à retoucher éventuellement au prochain piquage).
13. Actionner la barre du monte-baisse ; en reposant la meule sèchement, on ne doit entendre qu’un seul choc sans «écho». Le réglage sera satisfaisant et la farine bien moulue et de qualité avec le savoir du meunier.
14. Remise en place des archures, frayon et trémie. Verser une vingtaine de litres de grain dans la trémie, fermer l’anche, le joint farine se refait, le surplus sera pour les poules, surtout pas pour les cochons, cette première farine peut être chargée de poussière de meule.
Les clients étaient exigeants, surtout les femmes, les utilisatrices.
Le bâtiment du Moulin du Ressec est surdimensionné pour les trois paires de meules. Le retournement a pu se faire à l’arrière, les pièces charpentées : les tréteaux AR sont à demeure.
Dans beaucoup d’autres moulins, cela était impossible par manque de place à l’AR. Dans ces moulins, la huche était amovible, ce qui était indispensable pour recevoir la meule que l’on retournait sur l’avant, dans l’entrée. Pour cela, trois doubles embouts de poutres au ras du sol dépassent de la structure qui supporte les meules (pour 2 paires de meules côte à côte). Le dépassement est égal à la profondeur ou largeur de la huche. Ces embouts servaient également pour monter sur les coffres (archures) et alimenter la trémie.
Pour le retournement, deux pièces de bois (type lambourde) sont chevillées momentanément sur deux embouts, elles sont posées à l’autre extrémité sur un solide tréteau, à distance calculée deux logements reçoivent le tourillon.
Le retournement peut commencer, mêmes opérations que pour le Moulin du Ressec.
Dans la région, on ne piquait pas les meules en position verticale, les moulins à plusieurs meules avaient l’espace AV adapté.
Ces embouts d’ancrage provisoire des poutres amovibles ont été parfois sciés, après fermeture du moulin, pour faciliter les passages et sûrement les stockages ; la disparition de ces repères peut fausser les « appréciations et déductions » des nouveaux occupants.
Les charpentiers adaptaient leur savoir aux divers moulins, la méthode restait la même pour le retournement, avec du savoir, de l’empirisme et des efforts.
La pédagogie pour l’apprenti meunier, « le régachou » (en patois), était simple et logique, « inconnus les penseurs de la ‘pédagomania’ ! ». Originaire de la région, le meunier, avec son bon sens paysan, avait la parfaite connaissance du métier et de son environnement.
Tous les gestes, toutes les recommandations, tous les moindres détails de ces opérations précises, car vitales, sont restés ancrés en moi, inoubliables. Il est impossible de tout bien faire revivre par écrit, tout cela est perdu à jamais.
Fin des années soixante, mon père et moi avons remplacé les arbres bois et fer et l’anille de la meule milieu (maïs), le moulin étant encore en activité.
Ces travaux importants étaient-ils nécessaires, sachant que la fermeture était proche et inévitable ? Oui, par devoir et attachement à cet outil « soigné ! jusqu’à ses dernières moutures » …Depuis, la partie eau a été reconditionnée.
Toutes les conversations se faisaient en patois de nos vallées, nous sommes peu nombreux à converser toujours avec ce patois si riche, quelles que soient les circonstances.
Voici un complément que je gardais, peut-être par « négligence ou nostalgie », toujours incomplet, de la vie des meuniers du Moulin du Ressec de la vallée d’Ercé, seul rescapé des sept moulins qui tournaient vers 1900, en cessation d’activité en 1972. Les moulins tombaient en ruine, surtout après 1914, le métier disparaissait, mais j’ai eu l’immense privilège d’être le dernier à apprendre tout (ou presque ) de ce métier de nos vallées, avec deux personnes aux multiples qualités professionnelles et morales, sans faille : mon grand-père et mon père.
Ils ont été les derniers meuniers de la vallée du Garbet ; également derniers scieurs avec la dernière scie battante (Ressec = scierie), à nouveau en état de fonctionnement, attenante au moulin. Elle était en place en 1595 (archives), mais peut-être deux siècles avant, sûrement une battante à came, car une forge à proximité du moulin fonctionnait avant 1350.
Question souvent posée : Pourquoi n’y a-t-il pas de vis de réglage pour l’écartement des meules ?
Surtout pas ! Dans nos moulins, on moulait le grain préparé et tamisé par le client. Des clous de sabots ou de souliers pouvaient s’être égarés dans le grain. Le levier de réglage permet des manœuvres rapides pour évacuer l’intrus d’entre les meules, et éviter ou limiter des dégâts. Rapport leviers 1/50 à 1/60, poids sur levier pour soulever tout l’ensemble tournant : de 15 à 25 kg. Le levier, c’est immémorial et simple à mettre en œuvre.
François Dupont – Moulin du Ressec – Ercé (Ariège) – Article paru dans le Monde des Moulins N° 60 avril 2017

0 commentaire